当前位置 : 首页 >> 影像世界 >> 专题图片 >> 正文
2019-08-23 摄影报道 陈建/人民画报








在人们以往的记忆中,火车运行中总是发出有规律的哐当声。这是因为火车行进的铁道线路是由25米长的铁轨连接而成。25米的规格主要是为了方便运输。而为了解决热胀冷缩,在每两节钢轨之间留约1厘米宽的缝隙,这就是火车运行时发出有节奏的“哐啷哐啷”声音原因。
而现在的高铁线路铺设长轨,使用的是500米的长钢轨连接起来的无缝线路,消除钢轨间的接头以减少撞击,让列车行进更加安静、乘客体验更加舒适,“哐啷哐啷”声也变成了“嗦嗦嗦”的行进节奏。
在高速铁路无砟轨道(采用混凝土、沥青混合料等整体基础取代散粒碎石道床的轨道结构)上,两条平行的钢轨如何焊接?焊接质量如何检验?在中国铁路兰州局集团有限公司工务机械段河口南焊轨基地可以探究到一系列问题的答案。
无缝钢轨是由5根100米长的钢轨,在焊轨基地焊接成一根500米长的钢轨,再运到铺设现场采用闪光焊的方式连接而成。钢轨放进焊机后,接头处被聚焦,最高温度可达1400摄氏度,在高温下迅速挤压,只需要两分钟,两根钢轨即可连接成一根。
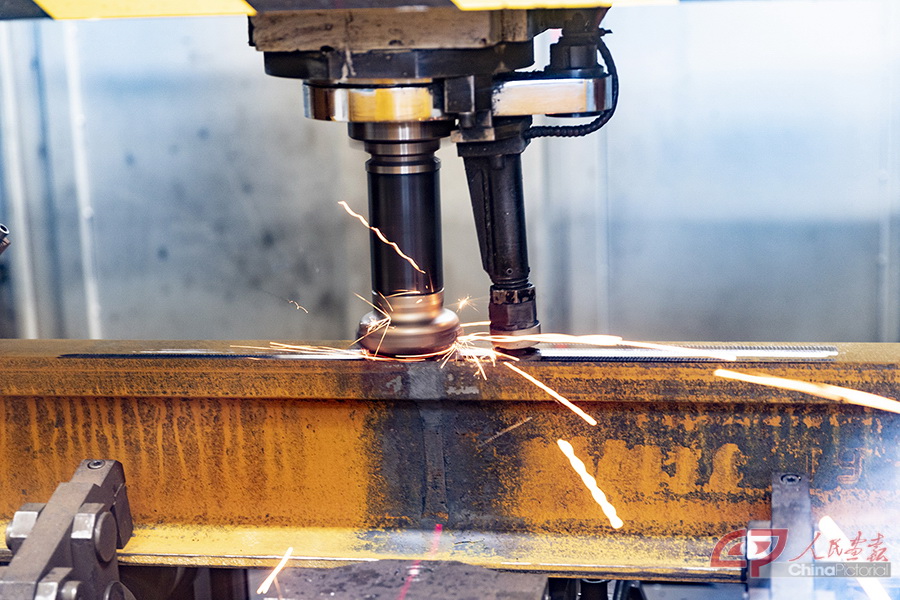
“焊接一根钢轨,心系一车旅客。”为确保钢轨焊接工艺达到0.2毫米的标准,工人的操作要力求完美。高速轨焊接要经过的14道工序,可以归纳为检轨验伤、除锈、钢轨焊接、焊接后粗打磨、热处理、精调直、精铣、质检探伤等,每一道工序都要精益求精。
检验钢轨焊接质量最重要的一个环节就是落锤实验。落锤实验的锤头重1吨,一截1米长、有焊头的钢轨被送进实验台底部,锤头从高度为5.2米处自由下落,焊接接头一锤不断才算合格。
河口南焊轨基地,是中国西北最大的焊轨基地。基地目前拥有的2条长钢轨焊接生产线,年生产能力达到2000公里以上。该基地主要承担着甘宁两省区铁路线维修轨焊接和西北基建轨焊接任务,至今已为兰新二线、中川铁路、西格二线、敦格铁路、兰渝铁路、拉日铁路、包西铁路、天平铁路、太中银铁路、兰州枢纽、库阿铁路、银兰客专等项目焊接运送长钢轨9700多公里,其中高速铁路轨3400多公里。
上一页
下一页
2019-08-23 摄影报道 陈建/人民画报
在人们以往的记忆中,火车运行中总是发出有规律的哐当声。这是因为火车行进的铁道线路是由25米长的铁轨连接而成。25米的规格主要是为了方便运输。而为了解决热胀冷缩,在每两节钢轨之间留约1厘米宽的缝隙,这就是火车运行时发出有节奏的“哐啷哐啷”声音原因。
而现在的高铁线路铺设长轨,使用的是500米的长钢轨连接起来的无缝线路,消除钢轨间的接头以减少撞击,让列车行进更加安静、乘客体验更加舒适,“哐啷哐啷”声也变成了“嗦嗦嗦”的行进节奏。
在高速铁路无砟轨道(采用混凝土、沥青混合料等整体基础取代散粒碎石道床的轨道结构)上,两条平行的钢轨如何焊接?焊接质量如何检验?在中国铁路兰州局集团有限公司工务机械段河口南焊轨基地可以探究到一系列问题的答案。
无缝钢轨是由5根100米长的钢轨,在焊轨基地焊接成一根500米长的钢轨,再运到铺设现场采用闪光焊的方式连接而成。钢轨放进焊机后,接头处被聚焦,最高温度可达1400摄氏度,在高温下迅速挤压,只需要两分钟,两根钢轨即可连接成一根。
“焊接一根钢轨,心系一车旅客。”为确保钢轨焊接工艺达到0.2毫米的标准,工人的操作要力求完美。高速轨焊接要经过的14道工序,可以归纳为检轨验伤、除锈、钢轨焊接、焊接后粗打磨、热处理、精调直、精铣、质检探伤等,每一道工序都要精益求精。
检验钢轨焊接质量最重要的一个环节就是落锤实验。落锤实验的锤头重1吨,一截1米长、有焊头的钢轨被送进实验台底部,锤头从高度为5.2米处自由下落,焊接接头一锤不断才算合格。
河口南焊轨基地,是中国西北最大的焊轨基地。基地目前拥有的2条长钢轨焊接生产线,年生产能力达到2000公里以上。该基地主要承担着甘宁两省区铁路线维修轨焊接和西北基建轨焊接任务,至今已为兰新二线、中川铁路、西格二线、敦格铁路、兰渝铁路、拉日铁路、包西铁路、天平铁路、太中银铁路、兰州枢纽、库阿铁路、银兰客专等项目焊接运送长钢轨9700多公里,其中高速铁路轨3400多公里。
